In today’s industrial world, CNC and VMC machines are the pillars that hold up precision engineering. Basically, no matter if it is the production of aerospace components, automotive parts, or surgical instruments, machines are the main actors of the whole process that is leading to the bright future of the new kind of industrialization.
Even so, their extreme precision, and their universal application, VMC machines and CNC systems are not without any problems. Unfortunately, those problems can be anywhere from tool wear, precision, vibration, and programming errors.
The good news? A solution exists for every problem. So this blog is going to look at the typical issues that arise during CNC & VMC machining, what leads to those problems, and how the manufacturers get over the obstacles by implementing smart methods, using the right tools, and taking advantage of the latest technologies.
Understanding the Basics: CNC and VMC Machines
Before we go any further, it is better to take a quick look at the difference between CNC and VMC machines two terms that are often used side by side but have slightly different meanings.
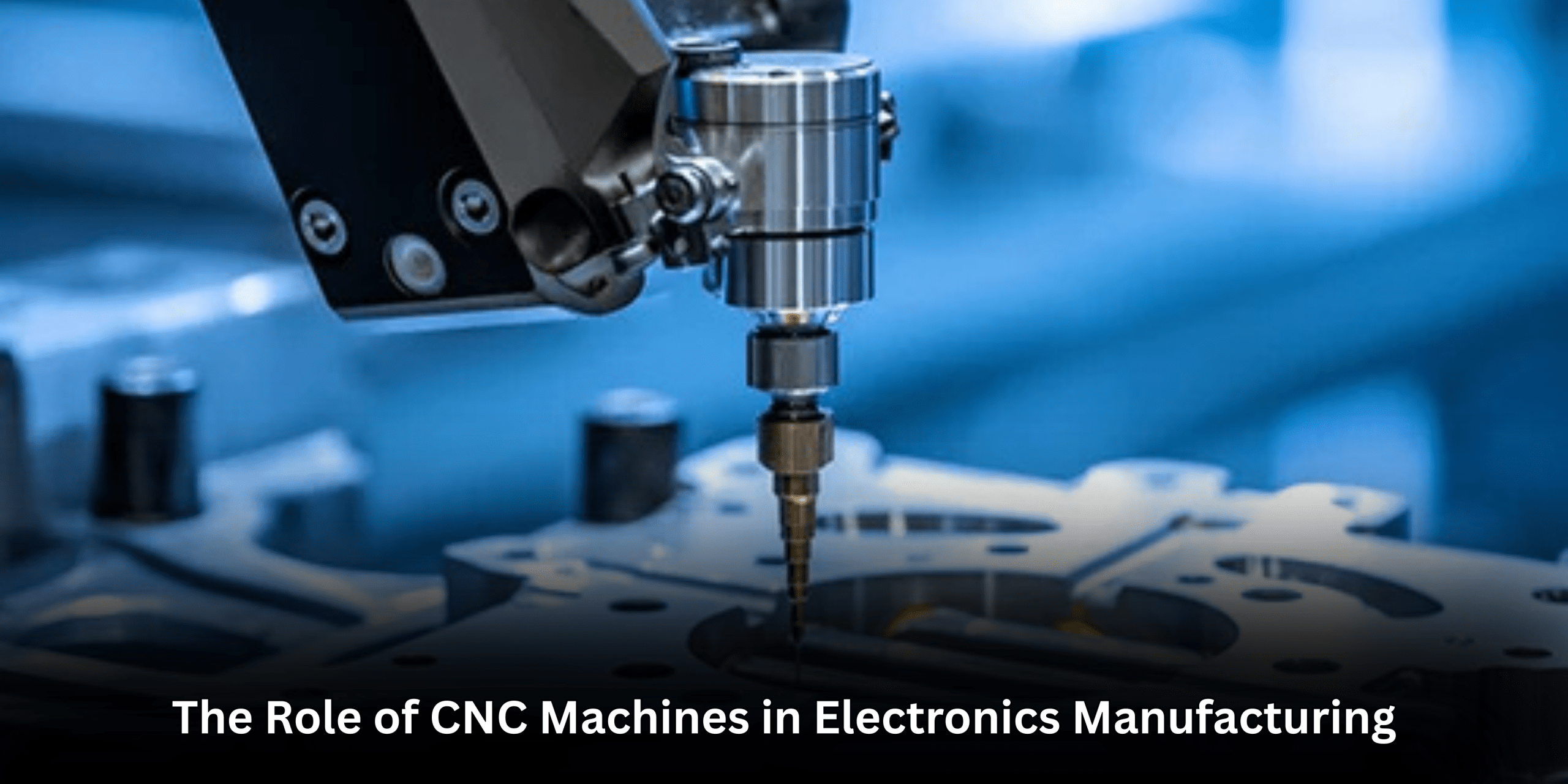
CNC Machines (Computer Numerical Control) are digitally programmed machines that perform operations such as drilling, turning, or milling.
VMC Machines (Vertical Machining Centers) refer to a certain kind of CNC machine where the spindle axis is vertical, so the machine is suitable for high precision milling, boring, and cutting.
These machines are integral parts of such industries as aerospace machining, car parts manufacturing, medical devices production, and even injection molding machine manufacturing.
Nevertheless, working at such precision means that even the smallest mistake can cause significant production delays. So, these are the problems with the most efficient ways of solving them.
1. Tool Wear and Breakage
The Challenge:
One of the most frequent problems of VMC machines and CNC machining is tool wear. Uninterrupted cutting, high rotational speeds, and hard materials cause the tool to be gradually dulled at its edges which leads to a decrease in accuracy and surface finish.
Why It Happens:
Over speed of the spindle or excessive feed rate
Poor cooling or lubrication
The tool is made from the wrong material for the job
Improper clamping or alignment of the tool
How to Overcome It:
Use carbide tools with special coatings so that the tool is more resistant to wear.
Perform tool life monitoring based on real-time sensor data.
Adjust the cutting parameters like speed, depth, and feed rate to suit the tool.
Don’t wait until the tool is completely worn out to change it, do it on a preventive schedule.
At present, the AI-driven monitoring systems are incorporated in the modern CNC VMC machines that not only predict tool failures but also inform operators about the locations of failures, thus enabling them to renew tools before the machine stays idle and scrap rate rises.
2. Thermal Distortion and Inaccuracy
The Challenge:
The process of machining brings about heat, and heat makes the metal expand. Even a few microns of distortion can affect high precision work in aerospace or medical fields.
Why It Happens:
Operations of very long duration
Unsteady coolant flow
Machine not properly calibrated
High spindle speeds without sufficient cooling to remove the heat produced
How to Overcome It:
Conduct high-precision machining in temperature-controlled rooms.
Cool the cutting area with a direct application of the coolant.
Check and adjust the machine geometry regularly to ensure it is in good shape.
Before the high precision machining, the machine should be brought to the desired operating condition step by step.
Some are now equipping their VMC machines with thermal compensation automation that can make the adjustments as the coordinates shift instantly, hence, keep the dimensions precise.
3. Vibration and Chatter
The Challenge:
In the cutting process, if the machine is vibrating without your knowledge or “chatter” is present, the surface finish can be destroyed, the cutting tools can get worn out, and defective parts can be produced. It is a productivity silent killer in many CNC and VMC set-ups.
Why It Happens:
Poor fixturing of the part or that the part is not clamped properly
Cutting tools are dull
Tool holders that are unstable
Overly deep cut or excessive feed rate
How to Overcome It:
Parts should be held securely using rigid fixturing and precision vises.
Minimize the vibration by properly balancing the rotating tools.
Reduce the length of the tool and use a tool holder of high strength to get a better stiffness.
Introduce a dynamic adjustment of feed and speed depending on the input.
Besides, the anti-vibration spindle and dynamic damping control are the parts in the modern VMC which ensure a smoother operation and thus longer tool life.
4. Programming and Human Error
The Challenge:
Mistakes in one single line of G-code can lead to the destruction of an entire part – or even be dangerous to the costly CNC machines. Errors in programming hold the top position among the causes of the need to do the job again, and the scrapping of precision manufacturing.
Why It Happens:
Errors in manual coding
Quite low quality of the operator’s training
Misreading of the blueprints or tolerances
Designs being revised inconsistently
How to Overcome It:
Link the CAD/CAM software integration with the automatic generation of the toolpaths to achieve the desired result.
Do the simulation first before the machining.
Create standardized G-code templates for the parts that are repeated.
Train your operators on the design-to-production workflow regularly.
Today, the digital twins which are virtual representations simulating CNC operations before real cutting starts, are extensively used in industries such as the automotive parts sector and aerospace machining. They save a lot of time and materials.
5. Surface Finish Flaws: When Perfection Falls Short
Industries such as medical or aerospace machining require a finish without any defects as a must-have rather than a nice-to-have feature. Nevertheless, that cannot be accomplished all the time.
Some common causes of surface finish degradation include:
Dull or broken cutting tools
Wrong combination of feed and speed
Machine vibration or unstable coolant flow
Low-quality materials
How professionals solve it:
Replace tools with diamond-coated ones to achieve the cleanest surface
Perform finishing at high speed
Introduce a variable feed control system that changes the load
Make sure coolant is received at the correct pressure and direction
Every bit this measure is necessary in the manufacture of surgical instruments, smooth surfaces being the ones that prevent bacterial contamination and grant longer effectiveness period of tools.
6. Machine Alignment: The Hidden Culprit
In some cases, the problem lies not in the program or the tool, but in your machine geometry. Even a CNC that was perfectly level can slowly become off over time.
How it happens:
Normal wear and tear
Improper foundation leveling
Stress due to heavy-duty machining
Prevent it by fixing it first:
Calibration checks should be done monthly.
Use a laser measurement system to get an accurate position.
Centreless grinders and spindles must always be cleaned thoroughly.
Get operator training so they can recognize the initial symptoms of misalignment.
The worst-case scenario is that a slight misalignment would be the source of dimensional errors going to aviation, aerospace, and turbine industries – which is a nightmare in these sectors.
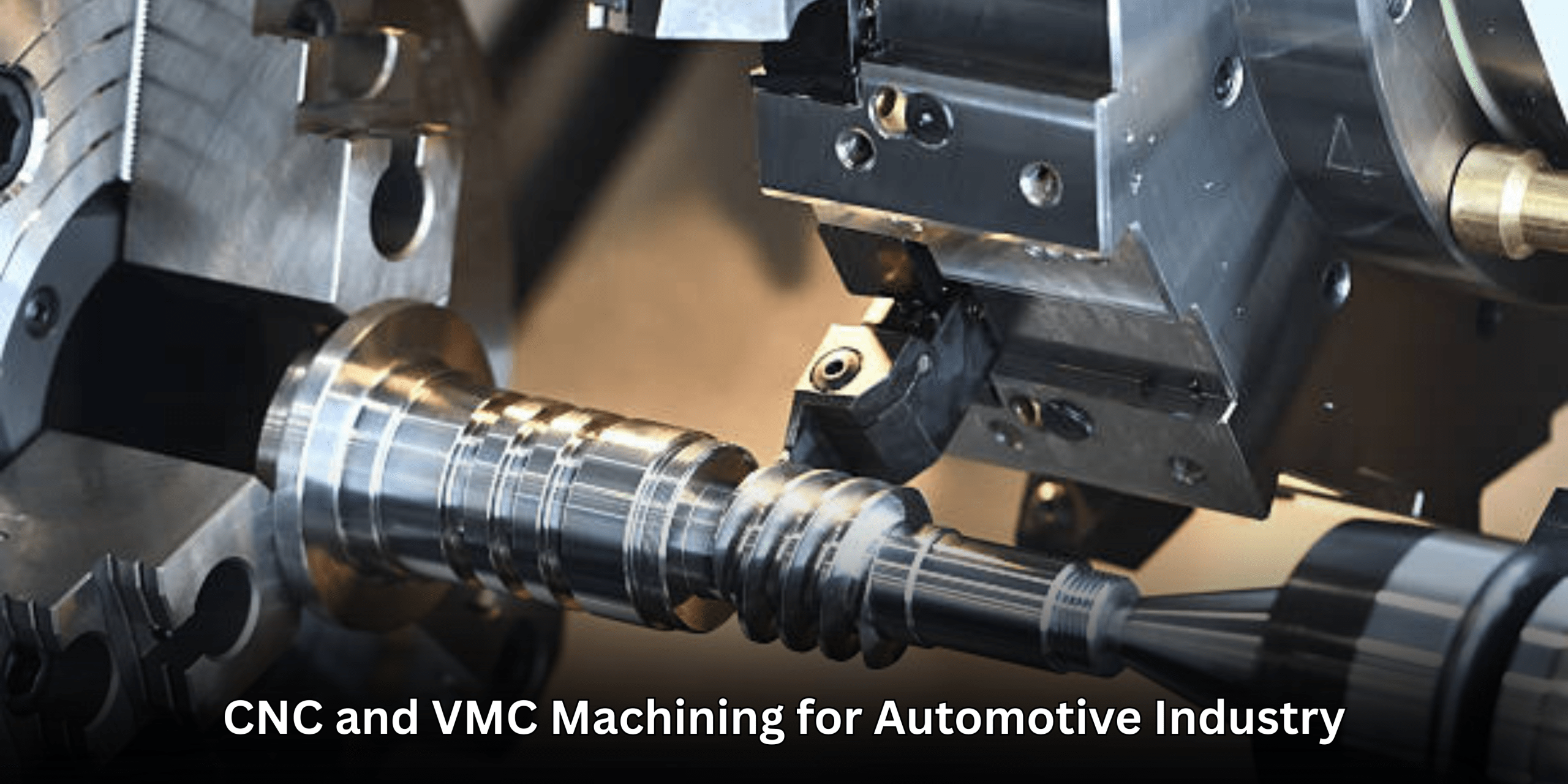
7. Material-Specific Machining Challenges
The way different materials respond to the same operation are completely different titanium is hard to cut, aluminum causes tools to stick, and Inconel just mocks you.
What complicates matters:
The right speeds and feeds for every material
The drastically different removal of chips
Heat buildup that varies between alloys
The clever way:
Set the parameters specifically for each material.
Make use of ceramic or carbide tools when working with hard metals.
Install high-pressure coolant systems in use.
Apply advanced CNC VMC machines designed for multi-material machining.
This kind of versatility is the difference between being on time and losing several weeks of rework in the automotive parts industry.
8. Poor Chip Management The Overlooked Hazard
Chips can be deceptive in appearance, and anyone who has experienced a clogged toolpath knows how destructive they can be.
Reasons for it:
Install chip conveyors that are automated and use augers for necessary locations.
Employ chip-breaking inserts.
Optimize coolant flow to make chip evacuation more efficient.
Good chip management is not only about being clean it is also about protecting the machine from damage, avoiding overheating, and extending the life of the tool.
9. Maintenance and Downtime
Every time your machine is experiencing downtime, your productivity decreases. Many manufacturers still rely a lot on reactive maintenance where they wait for a breakdown to happen before taking action.
Better strategy:
Transform into predictive maintenance by using IoT sensors.
Monitor the part of the spindle where it is possible to make calculations related to performance and wear.
Perform regular lubrication and alignment as scheduled.
Make it easier to get replacement parts quickly by storing them in a location that is closer to you and not far away from the suppliers.
The best shops do not wait for the time when failure happens they prevent it.
10. Skill Gap The Human Factor
The biggest hurdle precision manufacturing has to face these days is not the tech but the shortage of skilled machinists.
While machines are going through rapid developments, people cannot catch up to the pace at which they learn and so, the knowledge gap keeps getting wider.
How leading companies tackle it:
Give the CNC training that is continuous.
Simulation software is used for hands-on learning.
Join forces with technical institutes for internship programs.
Automation may be the future, but human expertise will always be at the heart of precision engineering.
The Smart Way Forward: Humans + Machines
Contemporary manufacturing does not entail making a choice between a man and a machine but rather finding a way to merge the merits of both.
As a result of the combination of AI-driven CNC VMC machines, centreless grinders, and human craftsmanship, the reach of industrial companies in the past becomes what is now the new standard of precision.
The story of precision engineering is not just about metal cutting anymore it is about the shaping of the future that goes from turbine blades which power aircrafts to the surgical utensils that save lives.
Conclusion
Every problem that comes with CNC and VMC machining is just a door to the possibility of innovation. All troubles, from tool wear to thermal distortion, can get resolved by the use of smarter tools, better data, and sharper human insight.
Manufacturers that put money into automation, skill development, and continuous process improvement will be the winners not only in automotive parts manufacturing or aerospace machining but also in the precision industries which are driven by the need for the highest quality that can be achieved.
In the realm of microns, even little steps forward bring about great leaps in progress and this is what keeps precision engineering incredibly fascinating.